
AeroEdge is always researching and pursuing the most advanced technologies to achieve manufacturing that satisfies our customers, and is challenging innovation in the machining field, based on our experience in the aviation industry, where advanced machining technologies and quality assurance systems are required.
Processing methodsavailable with AeroEdge

Machining (3-axis and 5-axis machining)
This is a method of machining metals and other materials with high precision by controlling each axis with an NC program on a machining machine that generally has an axis mechanism ranging from 3 to 5 axes. AeroEdge fully utilizes the performance of a 5-axis machine to set machining conditions that maximize the cutting tool’s capabilities, and can achieve the ideal shape required by the designer at high speed, high accuracy, and high efficiency. In the mass production line, we have collaborated with machine tool manufacturers to introduce specialized machines with enhanced functions to achieve the optimal conditions for machining the target product, thereby shortening cycle time and reducing production costs.
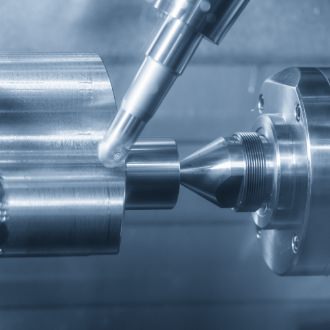
Combined machining
This is a method of using a machine that has the machining functions of both a 3-axis NC lathe and a machining center. In the past, single-function machines capable of lathe turning and machining were used separately, but with this multifunction machine, one machine can perform multiple processes. As a result, it is possible to consolidate processes, shorten setup time, and achieve high efficiency. Since AeroEdge processes turning and 3D machining with a multifunction machine, it is possible to suppress mounting errors and processing mismatches, which are bottlenecks in normal processing.

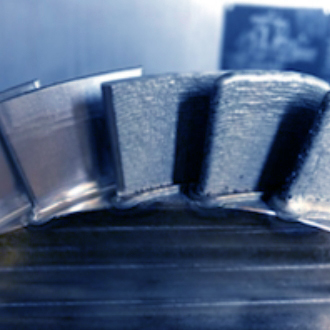
Grinding and Polishing
This method uses a grinding wheel rotating at high speed to scrape or polish the surface of a workpiece to adjust its accuracy using the extremely hard and fine abrasive grains that make up the wheel. AeroEdge uses a high-reciprocating type grinding machine to perform ultra-efficient, high-precision machining of difficult-to-cut materials such as Inconel and titanium. With a fine depth of cut of about 0.1 μm and a high-speed reversing table, the AeroEdge minimizes the amount of wear on the grinding wheel and the amount of heat generated during machining, and since the machining load on the workpiece is small, it also minimizes the impact on the product.

AM (Additive Manufacturing) Powder Bed Method (PBF: Powder Bed Fusion)
In this method, metal powder is spread on a flat surface, and the part to be formed is melted and solidified using a laser or electron beam as a heat source. This method can be used to integrate structures that could previously only be achieved by combining multiple parts into a single part, and can also be used to improve functions such as weight reduction by having a fine structure. AeroEdge can offer prototyping and mass production proposals that take advantage of the capabilities of AM (Additive Manufacturing), including the design of structures that can only be achieved with AM (Additive Manufacturing).
Directed Energy Deposition (DED)
By combining both machining and AM (Additive Manufacturing) functions, a single machine can perform both conventional machining and layering of metal powder in any desired area. This enables us to shorten lead times and reduce costs through mold-less production of large parts that were previously manufactured by casting or forging using molds, and to improve functions such as strength and cooling performance by combining different materials. At AeroEdge, we can offer proposals that include the setting of laminated shapes and the design of pre- and post-processing based on our conventional strengths in machining and process design.
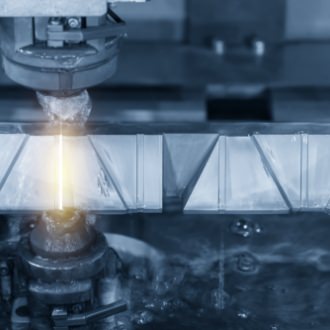
Wire electrical discharge machining
This is a machining method in which a portion of the workpiece surface is dissolved by the arc discharge that is repeated in short cycles between the electrode and the workpiece. This method makes it easy to machine hard-to-machine materials such as high-hardness materials. AeroEdge’s unique technological development has made it possible to perform electrical discharge machining of three-dimensional shapes in addition to ordinary tapered shapes.

5-axis ultrasonic machining
By combining material polishing and impact fracture processing technologies with ultrasonic vibration and rotational motion of the tool, it is possible to easily process hard and brittle materials. AeroEdge is capable of high-precision machining of a wide range of materials, from ordinary metals to high-tech materials such as ceramics and cemented carbide, which are generally considered difficult to machine.
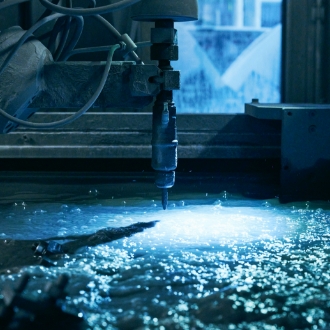
Water jet processing
This is a cutting process using a jet of ultra-high pressure water that exceeds the speed of sound. Since no heat is applied to the processing area, there is no distortion or alteration of the material due to heat, making it suitable for cutting difficult-to-cut materials and composite materials that cannot be cut with conventional processing. The AeroEdge combines the high pressure pump (600Mpa) with a 6-axis articulated lot, and uses a mixture of hard garnet materials to process 3D shapes, shapes with height differences, and thick materials that are impossible to process with conventional table-type machines. Even complex shapes can be cut efficiently with optimized programming.

Grinding of cutting tools
This is a processing method that enables the manufacture and regrinding of cutting tools that require high quality. AeroEdge uses high-precision CNC grinding machines to not only manufacture and regrind cutting tools, but also to develop the optimal tools for each workpiece, resulting in high quality products and reduced tool costs.

Nondestructive Testing Fluorescence Penetrant Inspection / Digital X-ray Inspection
Nondestructive testing is an inspection method that determines the internal structure of an object to be inspected (material, equipment, or structure), the presence or absence of defects, the need for repair, and the estimation of the remaining service life of components in service, without destroying the object. At AeroEdge, we have a fluorescent penetrant inspection system with degreasing and etching that performs pretreatment for penetrant inspection (cleaning and etching) and fluorescence penetrant inspection in a single U-shaped line, and a digital X-ray fluoroscopy system equipped with the latest digital flat panel detector and advanced Y.HDR inspection technology. This enables high-level and efficient non-destructive inspection. In addition, we are working to expand the range of testing methods available to enhance our inspection capabilities.
3D measurement
This is a method of measuring three-dimensionally using a coordinate measuring machine, and is capable of measuring the dimensions, positioning, contour shape, and geometric tolerance of an object with high accuracy. AeroEdge incorporates two types of coordinate measuring machines into its mass production line: a high-speed CMM for on-site use and a 5-axis optical coordinate measuring machine (non-contact type) that uses a white light sensor to perform quality assurance immediately after machining. By using high-precision CMMs equipped with ZEISS VAST gold probes as mother machines, we are able to achieve a high level of quality assurance with dimensional measurement capabilities for mass-produced products with complex shapes.
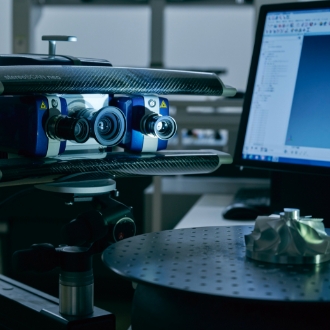
3D scan
This method generates a three-dimensional object by sensing the roughness of the object and acquiring multiple 3D coordinate data, then converting the acquired point cloud data into polygon data, which is a collection of triangular surfaces. AeroEdge uses a 3D scanner device equipped with a high-precision digital camera to capture 3D data of the object with the best combination for any scan measurement. Using non-contact scanning technology with fringe patterns, complex surface structures can be acquired with high accuracy, and the measurement results, including CAD data comparison, can be projected onto the actual object in full color for visualization and reverse engineering of the measurement results.

Gears, spline processing
Gears are incorporated into a variety of industrial products, and many gearboxes made by combining gears of various sizes are used in heavy industries. Technical needs for gears include increased strength to reduce size and weight, reduced meshing loss to save energy, reduced gear noise to contribute to quietness, improved performance in smooth transmission of rotational motion essential for speed control, and highly efficient machining to reduce costs. At AeroEdge, engineers with a thorough understanding of gear manufacturing know-how design processes, and through collaboration with affiliated companies such as Kikuchi Gear Co.
WorksCase Studies

Aero Engine Low Pressure Turbine Blade
AeroEdge is mass-producing turbine blades for aero engines using TiAl (titanium aluminum) material, which was developed as a lightweight heat-resistant material. Since TiAl material can be expected to improve fuel efficiency by weight reduction, its application to aircraft engine parts is expanding, but due to the material characteristics, TiAl material is a difficult-to-cut material, and mass production is extremely difficult. In order to achieve stable machining, AeroEdge enables advanced control of the manufacturing process, such as thorough tool management and standard work in mass production operations, in addition to the initial process design and setting of cutting conditions, to achieve mass production.

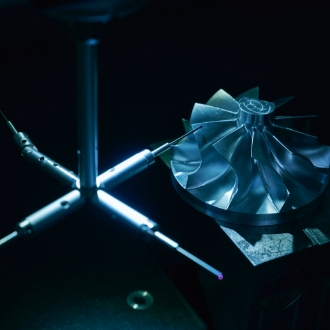
Impellers for automotive turbochargers
AeroEdge has all the necessary equipment and know-how for impeller machining, including CMM (contact and non-contact) measurement of machining and feedback to the machining path.
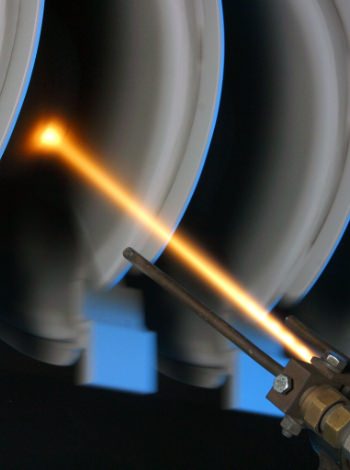
Nozzles for thermal spraying equipment
In the past, assemblies consisting of multiple parts were required, resulting in high fabrication costs. However, AeroEdge uses AM (Additive Manufacturing) to integrate multiple parts into a single part, as well as to improve performance and lower costs through an ideal structural shape.

Manufacture of specialized tools
By designing the optimal cutting tool edge shape for the material and product to be machined in-house, we can extend tool life, reduce cycle time, and maximize the number of times the tool base material can be reused by re-sharpening. AeroEdge can also supply tools to mass production lines in a short period of time and at low cost by performing re-sharpening in-house.

Additive Manufacturing (AM) Trials
We are conducting research and development using AM equipment to improve the efficiency of the manufacturing process for turbine nozzles, which require preparation such as casting or mold carving and discharge. We are verifying the feasibility of a technology that has the potential to reduce material costs and enable more flexible part design. In addition, we have begun to develop applications for AM technology to optimize the hardness and tooth surface strength of gear components. AeroEdge is accumulating basic research data in order to implement VE/VA proposals aimed at broadening the scope of design and creating higher value-added parts. We are convinced that if we can automate labor-intensive work using AM technology by conducting AM technology verification as an alternative process to welding, it will lead to increased cost competitiveness, and we are implementing everything from conceptual design to prototyping with a view to applying the technology to mass production of turbine blades.


Process design capability
We specialize in the process design of difficult-to-manufacture parts that require "difficult-to-machine materials," "complex shapes," and "special processes," such as aircraft parts, and are capable of providing the best solution for each phase from prototyping to mass production, as well as innovative process design that incorporates automation concepts. In addition, we have a proven track record of collaborating with customers from the part design stage to provide VA/VE proposals, and we are committed to pursuing cost competitiveness and added value.

Processing technology
Our strength lies in our ability to deal with heat-resistant alloys and materials under development, and we can provide a stable supply of good products in a short period of time by selecting the best equipment, designing jigs, setting tools, and determining machining conditions. Our cutting theory and advanced processing technology are constantly benchmarked on a global scale, and our development team is constantly researching technology in an area that is isolated from mass production. In addition, we have a system in place to immediately respond to sudden design changes in the prototype stage that require strict deadlines.

Tool Development Capability
In addition to the selection of tool materials, we are able to design and manufacture special tools in-house in order to achieve optimal machining according to the material and shape of the target workpiece, and we have built a strong production system that guarantees quality from prototyping to mass production, including tool design using 3D CAD and a quality assurance system using tool shape measuring equipment.

Advanced inspection technology/analysis
Toyota's Problem Solving Based on the problem-solving framework represented by 8STEP, we have a system in place that allows us to take swift and appropriate action. Using techniques such as SEM analysis and X-ray inspection, we are able to analyze the mechanism of defect occurrence based on an understanding and consideration of the current situation, which extends to the metal structure. In order to optimize the jig structure and clamping force, we have also started to use FEM structural analysis for quantitative evaluation and feedback to design.

Track record of building and certifying our own quality system. Ability to propose quality assurance
We have built our own quality management system for the aviation industry and a quality assurance system that complies with customer requirements. In addition to acquiring general certifications such as JISQ9100, JISQ14001, and NADCAP, we have achieved advanced quality control by integrating quality data such as in-house document management system, process change procedure, and traceability management.

Supply chain management skills
We conduct fair selection and evaluation of domestic and overseas suppliers and cooperating manufacturers to build a continuous and stable relationship of trust as a partner for prototyping and mass production. At the same time, we are actively developing new suppliers and cooperating manufacturers to build a strong network that can meet the diverse needs of our customers and maintain and improve our competitiveness.

Project management skills
We have established an integrated mass production system that "creates one from zero", including proposal capability, technology development capability, responsiveness, non-destructive testing, and supplier control in the development and mass production phases.
Material
AeroEdge is capable of processing a wide variety of materials.We have a wide range of suppliers, including material manufacturers in Europe, the U.S., and Asia, and we can also procure materials directly from them.
Titanium Alloy
| Code | Standard |
| TiAl-48-2-2 | GE |
| Ti-6Al-4V | ASTM B348 Gr.5/AMS4911 (PLATE) ASTM B348 Gr.5/AMS4928 (BAR) |
| CP-Ti (commercially pure titanium) | ASTM B348 Gr.2/AMS 4902 |
Nickel-based Superalloy
| Code | Standard |
| Inconel 718 | ASTM B637/AMS5662 (Solutionization/BAR) ASTM B670/AMS5596 (Solutionization/PLATE) ASTM B637/AMS5663 (Aging) AMS5383 (CAST) |
| MAR-M247 | PWA GE |
| René77 René80 DS200 N18 |
GE |
Aluminum Alloy
| Code | Standard |
| Al-Mg (5000 series) Al-Mg-Si (6000 series) Al-Zn-Mg-Cu (7000 series) |
6061: AMS4027/AMS4173/AMS4117 7050: AMS4050 7075: AMS4078/AMS4049/AMS4154/AMS4122 |
Precipitation hardening stainless steel
| Code | Standard |
| SUS630 (17Cr-4Ni-4Cu-Nb) SUS631 (17Cr-7Ni-1Al) 17-4PH (17Cr-4Ni-4Cu-0.3Nb) 15-5PH (15Cr-4.5Ni-3.5Cu-0.3Nb) |
17-4PH AMS5643 (BAR) 17-4PH AMS5604 (PLATE) 17-7PH AMS5528 (PLATE) 15-5PH AMS5659 (BAR) 15-5PH AMS5862 (PLATE) *Heat treatment symbols such as “H1025″ are added at the end. |
Other special steel
| Code | Standard |
| Tool steel Maraging steel (18Ni-8Co-5Mo-Ti/Al-Fe) Cemented carbide |
SKS/SKD/SKH GE1014/MA250: AMS6512 WC-Co system, WC-TiC-TaC-Co system |
Ceramic
| Code | Standard |
| Silicon carbide (SiC) Alumina (Al2O3) Silicon nitride (Si3N4) Zirconia (ZrO2) Aluminum nitride (AIN) Sialon (α-Sialon+β-Si3N4) |
SC211 A479M SN220 Z201N AN216A SiAlON |
Carbon Fiber / CFRP
| Code | Standard |
| Thermosetting CFRP (Prepreg/Pellet/SMC/RTM/VaRTM) Thermoplastic CFRP (CFRTP) |
Toray Industries, Inc. TEIJIN LIMITED Mitsubishi Chemical Corporation |
Synthetic resins
| Code | Standard |
| Thermoplastic resin thermosetting resin |
General purpose engineering plastics: PA/PC/POM/m-PPE/PBT/PTFE/GF-PET Super engineering plastics: PPS, PSU, PES, PAR, PAI, TPI, PEI, PEEK, LCP |
Fused silica
| Code | Standard |
| Silicon dioxide (SiO2) | Fused Silica Glass Ultra High Purity Fused Silica Glass Synthetic quartz glass |