
AeroEdgeは、高度な加工技術や品質保証体制が求められる航空業界で培った経験を糧に、
お客様が満足する「ものづくり」を実現するため常に最先端の技術を研究・追求し、
加工分野でのイノベーションに挑戦していきます。
Processing methodsAeroEdgeが可能な加工方法
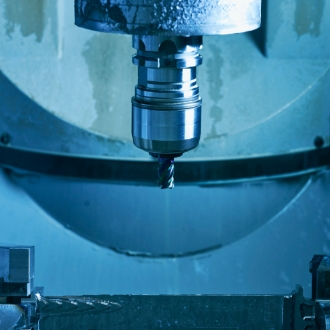
マシニング加工(3軸及び5軸加工)
一般的に3軸から5軸までの軸機構を持ち合わせた加工機で、各軸をNCプログラムにて制御し金属などを高精度で加工する方法です。
AeroEdgeでは、5軸加工機の性能をフルに活用して切削工具の能力を最大限に発揮できる加工条件を設定し、 設計者が求める理想的な形状を高速度・高精度・高効率で実現することが可能です。 量産ラインにおいては工作機器メーカーとのタイアップにより、対象製品の加工に最適な条件を実現するための機能を補強した専用機を導入し、サイクルタイムの短縮及び生産コストの低減を追及しています。
- MAKINO L2
- MITSUI SEIKI VERTEX 55X-Ⅱ
- MAZAK VARIAXIS i-600
- MAZAK NEXUS
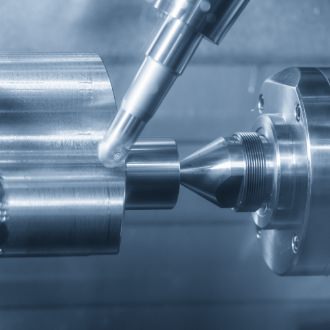
複合加工
3軸のNC旋盤とマシニングセンタ双方の加工機能を併せ持った加工機を使用する方法です。 従来は、旋盤加工やマシニング加工が可能な単機能加工機を使い分けて使用しておりましたが、この複合加工機によって1台の機械で複数の工程を担うことが可能です。 結果として工程集約が可能となり、段取り時間の短縮や高効率な加工の実現につながります。
AeroEdgeでは、旋削加工と3次元加工を複合機で加工するため、通常の加工ではネックとなる取り付け誤差や加工のミスマッチを抑えた加工が可能です。
- MAZAK INTEGREX i-200S

研削・研磨加工
高速で回転している研削砥石を用いて、その砥石を構成するきわめて硬く微細な砥粒によって加工物を削り取るまたは表面を磨き上げて精度調整を行う方法です。
AeroEdgeでは、ハイレシプロタイプの研削盤を使用してインコネルやチタン等の難削材の超高能率かつ高精度な加工が可能です。 0.1μm程の微細な切込みと高速反転テーブルによって、砥石摩耗量と加工時の発熱を最小限に抑えた加工を実現し、 加工ワークへの加工負荷が少ないことから、製品の影響も抑えることができます。
- Nagase Integrex VHG-80
- Nagase Integrex SHR-15

AM(積層造形)パウダーべッド方式(PBF: Powder Bed Fusion)
平らな面に、金属粉末を敷き詰め熱源となるレーザや電子ビームで造形する部分を溶融・凝固させ、造形する方法です。 これまで複数部品の組合せでしか実現できなかった構造を1部品に統合することや、微細な構造を有することによる軽量化等の機能向上を実現することができます。
AeroEdgeではAM(積層造形)でしか実現できない構造の設計を含む、AM(積層造形)のメリットを活かした試作・量産の提案が可能です。
- ARCAM A2X
切削と積層造形のハイブリッド加工指向性エネルギー堆積方式(DED:Directed Energy Deposition)
機械加工とAM(積層造形)双方の加工機能を併せ持った加工機によって、1台で従来のマシニング加工と、金属粉末の任意の部位への積層が可能です。
これまで金型による鋳造や鍛造で製造していた大型部品の金型レス生産によるリードタイム短縮やコスト削減、異種材料を組み合わせることによる強度や冷却性能といった機能の向上を実現することができます。
AeroEdgeでは機械加工や工程設計といった従来から持つ強みに基づく積層形状の設計や前後工程の設計を含めたご提案が可能です。
- DMG MORI Lasertec 65 3D hybrid
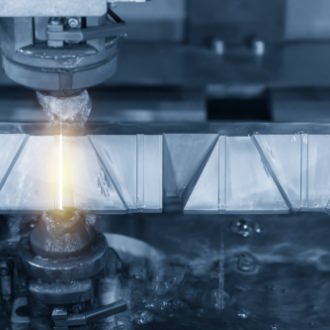
ワイヤ放電加工
電極と被加工物との間に短い周期で繰り返されるアーク放電によって被加工物表面の一部を溶解させながら加工する方法です。 高硬度材料を始めとする難削材も容易に加工することができます。
AeroEdgeでは、独自の技術開発により、通常のテーパ形状ではなく3次元的形状の放電加工も可能です。
- Sodick ALN400G

超音波5軸マシニング加工
工具の超音波振動と回転運動によって、材料の研磨と衝撃破壊加工技術を融合、高硬度や脆性の材料を容易に加工することが可能です。
AeroEdgeでは、通常の金属材から、一般的に加工が難しいとされるセラミック材や超硬材等のハイテク材まで、様々な素材に対して高精度な加工が可能です。
- DMG MORI ULTRASONIC 60 eVo linear

ウォータージェット加工
音速を超えた超高圧水の噴出による切断加工方法です。 加工部に熱が加わらないので、熱による素材の歪み、変質が無く、従来の加工では切断できない難削材や複合材の切断に適してます。
AeroEdgeでは、600Mpaの最高圧ハイプレッシャーポンプと6軸多関節ロットを組み合わせ、また硬質ガーネット材を混合させた加工によって、従来のテーブルタイプでは加工不可能であった3D及び高低差のある形状や厚みのある材料の加工が可能です。複雑な形状においても最適化されたプログラミングによって、効率的な切断ができます。
- AQUARESE WJM6500

切削工具の研削加工
高い品質が要求される切削工具の製造から再研削を可能にする加工方法です。
AeroEdgeでは、 高精度のCNC研削盤によって切削工具の製造、再研削だけではなく、対象ワークに最適な工具開発も行っており、そのため、製品の高品質と工具のコスト削減が可能です。
- WALTER HELITRONIC VISION
- WALTER HELITRONIC MINI AUTOMATION

非破壊検査蛍光浸透探傷検査・デジタルX線透視検査
非破壊検査とは、検査対象物(材料・機器・構造物)を壊さずに内部の構造や欠陥の有無、補修の要否、供用中の部材に対する残存寿命の推定などの判定を行う検査方法です。
AeroEdgeでは、浸透探傷検査の前処理(洗浄、エッチング)、蛍光浸透探傷検査を1つのU字ラインとする脱脂・エッチング付蛍光浸透探傷装置、及び最新のデジタルフラットパネル検出器と先進技術のY.HDR検査テクノロジーを装備するデジタルX線透視検査装置により高レベル・効率的な非破壊検査が可能です。 さらに、検査能力拡充のため、対応可能な試験方法の拡大に取り組んでいます。
- 自動FPI検査ライン
- YXLON MU56 TB
三次元測定
座標測定機を用いて立体を三次元的に測定する方法であり、対象物の寸法・位置関係・輪郭形状・幾何公差などを高精度に測定できる方法です。 AeroEdgeでは、現場対応型の高速三次元測定機及び白色光センサーを使用した5軸の光学式座標測定機(非接触型)の2種類を量産ラインに組み入れて加工直後に品質保証を行います。ZEISS社のVAST goldプローブをセットした高精度の三次元測定機をマザー機として運用することで、複雑形状の量産品に対して寸法測定能力を具備して高度な品質保証を実現します。
- MITUTOYO MACH-V
- WENZEL CORE-DS
- ACCRETECH FUSION NEX
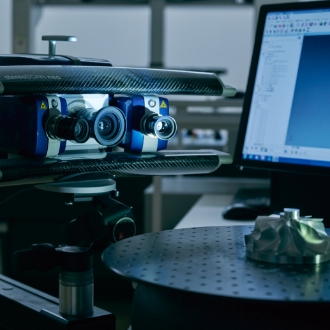
3Dスキャン
対象物の凹凸を感知して3次元の座標データを複数取得し、取得された点群データを三角面の集合体であるポリゴンデータに変換して立体を生成する方法です。
AeroEdgeでは、高精度デジタルカメラを搭載した3Dスキャナ装置を使用し、あらゆるスキャン測定に最適な組み合わせを実現して対象物の3Dデータを取り込むことができます。フリンジパターンを用いた非接触スキャン技術を利用して複雑な表面構造を高精度に取得し、CADデータ比較などの測定結果をフルカラーで実物にプロジェクションすることで、測定結果の可視化とリバースエンジニアリングが可能です。
- HEXAGON AICON StereoScan neo
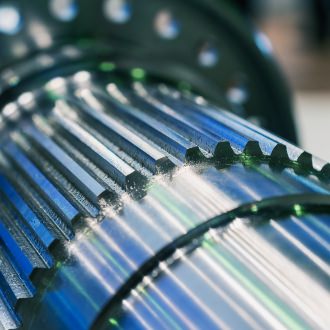
歯車、スプライン加工
歯車は様々な工業製品に組み込まれており、重厚長大産業においては、大小さまざまな歯車を組み合わせてつくるギアボックスが数多く使われます。 歯車に対する技術的なニーズとしては、小型・軽量化に貢献するための強度向上、省エネルギーに貢献するためのかみ合い損失の低減、静粛性に貢献するためのギアノイズの低減、速度制御に不可欠な滑らかな回転運動伝達性能の向上、コスト低減のための高能率加工などがあります。 AeroEdgeでは、歯車製造ノウハウを熟知した技術者が工程設計を行い、関係会社である菊地歯車株式会社を始めとする歯車加工に強みをもつ協力メーカー各社との連携により、精密な歯車製品の多様な加工ニーズに応えることが可能です。
- ギヤシェイパー、ホブ盤、歯車研削盤、歯車試験機
Works過去の事例・実績

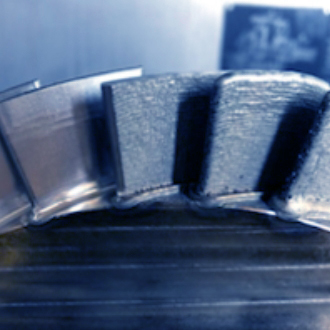
航空エンジン低圧タービンブレード
AeroEdgeは軽量耐熱材料として開発されたTiAl(チタンアルミ)材を使用した航空エンジン用タービンブレードを量産しています。 TiAl材は、軽量化による燃費向上が期待できるため、航空エンジン部品への適用は拡大傾向にありますが、材料特性からTiAl材は難削材であり、量産の難易度は非常に高くなっています。
AeroEdgeでは安定した加工を実現するため、初期工程設計時の作り込みや切削条件の設定に加え、量産オペレーションにおける工具管理や標準作業の徹底など、製造プロセスの高度な制御を可能とし、量産を実現しました。
- 加工方法:マシニング加工

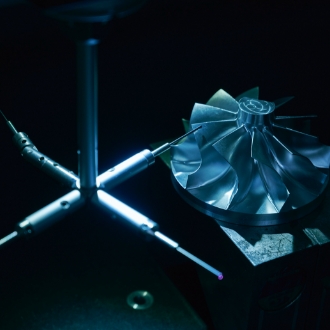
自動車用ターボチャージャのインペラー
難削材による複雑な形状のインペラを、5軸のマシニングセンタを駆使して同時5軸加工にて製作しました。AeroEdgeでは加工のCMM(接触、非接触)による測定、加工パスへのフィードバックなど、インペラ加工を行う上で必要な装置とノウハウを有しています。
- 加工方法:マシニング加工
- 素材:ニッケル基超合金
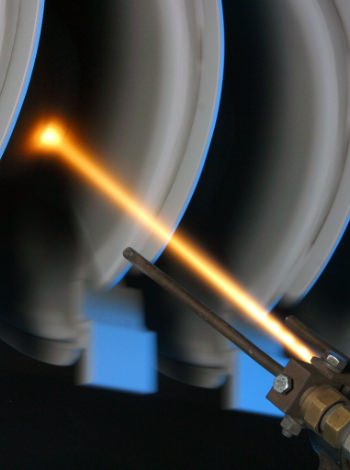
溶射装置用のノズル
従来は、複数部品から構成されるアセンブリが必要となり、製作コストが高いという課題を抱えていましたが、AeroEdgeでは、AM(積層造形)を用いることで、複数部品を1部品に統合することに加え、理想的な構造形状による性能の向上と低コスト化を実現しました。
- 加工方法:金属積層造形
- 素材:SUS316L(AM用パウダー)

専用工具の製作
加工対象材料及び製品に最適な切削工具の刃の形状を自社で設計することにより、工具の長寿命化、サイクルタイム削減、再刃付けによる工具母材の再利用回数の最大化を可能にしました。
AeroEdgeでは、再刃付けを社内で実施することで量産ラインへの工具供給も短期間かつ低コストで実施することが可能です。
- 加工方法:工具研削盤
- 素材:超硬合金

積層造形(AM)トライ
金型を要する鋳物または型彫放電等の準備を必要とするタービンノズルの製造プロセスを高効率化するため、AM装置による研究開発を実施しています。
材料費の削減や自由度の高い部品設計が可能となるポテンシャルがある技術の成立性を検証し、さらに、ギア部品の硬度や歯面強度を最適化するため、AM技術を応用したアプリケーション開発に着手しています。
AeroEdgeでは設計の幅を広げ、より付加価値の高い部品を作ることを目的としたVE/VA提案を実施するため、基礎研究データを蓄積しています。溶接の代替工程としてのAM技術検証を実施し労働集約的な作業をAM技術を用いて自動化できれば、コスト競争力アップにつながることを確信し、タービンブレードの量産への適用を見据えたコンセプト設計から試作まで実施しています。
- 加工方法:金属積層造形
- 素材:チタン合金、チタンアルミ、ニッケル基超合金(AM用パウダー)


工程設計力
航空機部品をはじめとする「難削材料」「複雑形状」「特殊工程」が要求される製造難易度の高い部品の工程設計を得意とし、試作から量産まで、フェーズに見合った最適なソリューション提供や、自動化構想を取り入れたイノベーティブな工程設計が可能です。
また、部品設計の段階からお客様と協業してVA/VE提案を行ってきた多くの実績があり、コスト競争力や付加価値を追求した取り組みを実施します。

加工技術力
耐熱合金や開発中の材料への対応力に強みを持ち、最適な設備選定、治具設計、工具設定、加工条件出しなど短期間で良品を安定供給することが可能です。切削理論や先端加工技術は常にグローバルベンチマークを行い、量産とは隔離されたエリアにて開発部隊が日夜技術研究を続けています。また、納期要求が厳しい試作段階の急な設計変更にも即座に対応できる体制を整えています。

工具開発力
対象ワークの材料、形状に合わせた最適な加工を実現するため、工具材種選定に加え、専用工具の設計から製作まで自社で対応が可能です。3D CADを用いた工具設計や、工具形状測定機による品質保証体制など、試作から量産まで品質を担保する強固な生産体制を構築しています。

先端検査技術力/分析力
トヨタの問題解決 8STEPに代表される問題解決のフレームワークに基づき、迅速かつ的確なアクションを取れる体制を整えています。SEM分析やX線検査等の技術を駆使し、金属組織にまで及ぶ現状把握と考察から、欠陥発生メカニズムの分析を行うことが可能です。治具構造やクランプ力の最適化を行うため、FEM構造解析を用いて定量的な評価や設計へフィードバックする取り組みも開始しています。

品質マネジメント力
航空産業の品質マネジメントシステム、顧客要求事項に準拠した品質保証の体制を独自に構築しています。JISQ9100、JISQ14001、NADCAP等のジェネラルな認証の取得に加え、社内の文書管理システムや工程変更手続き、トレーサビリティ管理など、品質データ統合による品質管理の高度化を実現しています。

サプライチェーンマネジメント力
国内外のサプライヤー及び協力メーカーの公正な選定及び評価を行い、試作・量産パートナーとして継続的かつ安定した信頼関係を構築しています。並行して、新規サプライヤー及び協力メーカーの開拓を積極的に行い、多様なお客様のニーズに応えられる強力なネットワークを構築し、当社の競争力を維持・向上しています。

プロジェクトマネジメント力
開発から量産フェーズにおける提案力、技術開発力、対応力、非破壊検査、サプライヤーコントロールを含む「ゼロからイチを創る」一気通貫の量産体制を構築しています。
MaterialAeroEdgeが加工可能な材料
AeroEdgeは様々な材料を加工できます。また、欧米・アジアの材料メーカー等、
幅広い調達先があり、材料を直接調達することも可能です。
チタン合金
| コード | 規格 | 概要 |
| Ti-48Al-2Cr-2Nb | GE | チタンアルミは、金属間化合物であり、硬度が高く脆い性質を持つが、低比重で優れた耐熱性・高温強度特性を兼ね備える軽量耐熱合金である。切削による成形が非常に難しい材料である。 |
| Ti-6Al-4V | ASTM B348 Gr.5/AMS4911 (PLATE) ASTM B348 Gr.5/AMS4928 (BAR) |
チタン合金は、チタンが持つ耐食性、耐熱性、高比強度などの優れた材料特性を活かしつつ、アルミニウム、バナジウム、パラジウム、モリブデン、クローム、ニオブなどを添加することにより、機械的・物理的・化学的な性質を一段と高めることができ、先端製品の開発に不可欠な材料である。 |
| CP-Ti(純チタン) | ASTM B348 Gr.2/AMS 4902 | 純チタンの2種は、強度、溶接性、加工性のバランスが良い材料である。軽いにもかかわらず、低炭素鋼にも匹敵する引張強さをもつ。 |
ニッケル基超合金
| コード | 規格 | 概要 |
| Inconel718(インコネル) | ASTM B637/AMS5662 (溶体化/BAR) ASTM B670/AMS5596 (溶体化/PLATE) ASTM B637/AMS5663 (時効処理) AMS5383 (CAST) |
ニッケルを主体としクロム、鉄、炭素などの合金成分を添加して作られる、耐熱性・耐食性に優れた析出硬化型ニッケル基合金。高温強度が大きく熱伝導率が悪いため、切削加工が困難な合金。 |
| MAR-M247 | PWA GE |
高温対応のため高強度なニッケル基超合金であり、インコネルと比較すると切削性が更に低下する。 |
| René77 René80 DS200 N18 |
GE | 一方向凝固・単結晶凝固等の異なる鋳造方法及び耐熱性の向上等を目的とする成分調整によって開発されたニッケル基超合金。 |
アルミニウム合金
| コード | 規格 | 概要 |
| Al-Mg (5000系) Al-Mg-Si (6000系) Al-Zn-Mg-Cu (7000系) |
6061: AMS4027/AMS4173/AMS4117 7050: AMS4050 7075: AMS4078/AMS4049/AMS4154/AMS4122 |
アルミニウムは、金属の中でも軽く、非常に柔らかい性質を持つ。亜鉛とマグネシウムの含有が多い7000系の超々ジュラルミンは、アルミニウム合金の中で最高の強度を誇り、その強度ゆえに難削材に分類される。更にリチウムが添加された高剛性のアルミリチウム合金は航空機胴体の構造材料として用いられている。 |
析出硬化型ステンレス鋼
| コード | 規格 | 概要 |
| SUS630 (17Cr-4Ni-4Cu-Nb) SUS631 (17Cr-7Ni-1Al) 17-4PH (17Cr-4Ni-4Cu-0.3Nb) 15-5PH (15Cr-4.5Ni-3.5Cu-0.3Nb) |
17-4PH AMS5643 (BAR) 17-4PH AMS5604 (PLATE) 17-7PH AMS5528 (PLATE) 15-5PH AMS5659 (BAR) 15-5PH AMS5862 (PLATE) *熱処理記号として”H1025″等が末尾に付く |
ステンレスは、錆びにくく、鉄や鋼より強度が高い金属であり加工性が高い性質を持つ。析出硬化処理によりマルテンサイト地に金属間化合物を生じさせ、非常に高い硬度を得られるステンレスを析出硬化型ステンレスという。 |
その他の特殊鋼
| コード | 規格 | 概要 |
| 工具鋼 マルエージング鋼 (18Ni-8Co-5Mo-Ti/Al-Fe) 超硬合金 |
SKS/SKD/SKH GE1014/MA250: AMS6512 WC-Co系, WC-TiC-TaC-Co系 |
鉄の素材に様々な元素を加えて特性を付与した合金。物質添加により様々な性質を持つ。マルエージング鋼は、時効硬化処理により高い強度と優れた靭性を兼ねた析出硬化型の材料。超硬合金は、硬質の金属材料を粉末冶金法により混合することで作られる、優れた硬度や耐摩耗性を持つ合金。 |
セラミック
| コード | 規格 | 概要 |
| 炭化ケイ素 (SiC) アルミナ (Al2O3) 窒化ケイ素 (Si3N4) ジルコニア (ZrO2) 窒化アルミニウム (AIN) サイアロン (α-Sialon+β-Si3N4) |
SC211 A479M SN220 Z201N AN216A SiAlON |
非金属·無機材料で、その製造工程において高温処理を受けたもの。耐熱性・耐摩耗性・耐腐食性の点において優れているが、機械的衝撃や急激な温度の変化に弱い。 |
炭素繊維 / CFRP
| コード | 規格 | 概要 |
| 熱硬化性CFRP (プリプレグ/ペレット/SMC/RTM/VaRTM) 熱可塑性CFRP (CFRTP) |
東レ 帝人 三菱ケミカル |
強化材としての炭素繊維(CF)とプラスチックを複合してできる素材。鋼やガラス繊維強化プラスチックと比べて比強度及び比弾性率(比剛性)で優れており「軽くて強い」優れた機械的な特性をもつ。金属材に比べてX線透過性が高いこともCFRPの大きな特徴。製品の剛性や強度を保ちながら軽量化が可能になることから、環境負荷を低減できる構造材料として航空機や自動車への適用が進んでいる。 |
合成樹脂
| コード | 規格 | 概要 |
| 熱可塑性樹脂(汎用プラ/エンプラ/汎用エンプラ/スーパーエンプラ) 熱硬化性樹脂 |
汎用エンプラ: PA/PC/POM/m-PPE/PBT/PTFE/GF-PET スーパーエンプラ: PPS/PSU/PES/PAR/PAI/TPI/PEI/PEEK/LCP |
合成樹脂には、加熱すると軟らかくなる「熱可塑性樹脂」と、加熱すると硬化する「熱硬化性樹脂」があり、総称してプラスチックと呼ぶ。熱硬化性樹脂は加熱し続けることで硬化するので、耐熱性の高いプラスチックになる。一方熱可塑性樹脂は、汎用プラ→スーパーエンプラの順に耐熱性が上がり成形温度も高く強度も増すため加工が難しくなる。 |
石英ガラス
| コード | 規格 | 概要 |
| 二酸化ケイ素 (SiO2) | 溶融石英ガラス 超高純度溶融石英ガラス 合成石英ガラス |
石英ガラスは最高使用温度1000度の耐熱ガラスで、金属不純物の割合が極端に少ないために、とても透明度が高く、熱に強く、高純度で、薬品に侵されにくいという特徴を持ち非常に硬い材料であるが衝撃に対して脆い性質がある。 |